O massalote serve para evitar um tipo de defeito conhecido como
rechupe durante o processo de solidificação. Para isso é necessário também saber
onde coloca-lo no molde e o seu volume.
Adotou-se o método dos módulos, segundo
ALMEIDA, Fundição: Mercado e Processos Metalúrgicos, um dos métodos mais
utilizados. Ele consiste em dividir a peça em formas mais simples, cilindros no
caso, e, através delas, achar o módulo, que é a divisão do volume pela área que
estará em contato com as paredes do molde e entrará em resfriamento
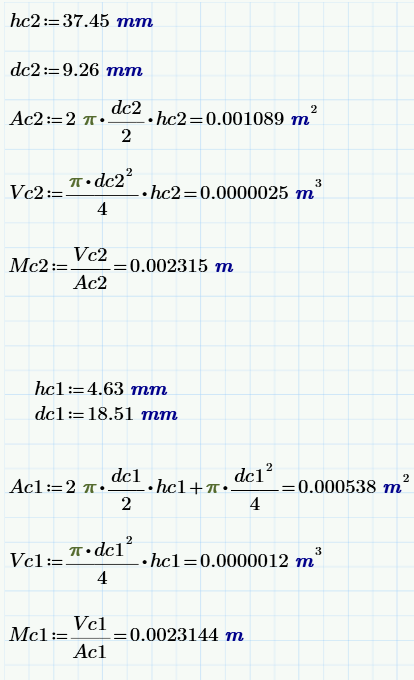
primeiro. O massalote deverá ficar na região que apresenta o maior modulo. No caso, dividiu-se o rebite em duas
partes. A primeira é tratada como sendo a região da cabeça, e a segunda, do
corpo do rebite. Os cálculos abaixo demonstram os resultados encontrados, em
que hc2
é a altura do corpo; dc2, o diâmetro
do corpo, consequentemente Ac2, Vc2 e Mc2 são, respectivamente, área, volume e módulo da região 2. Hc1 é a altura da cabeça do rebite, e dc1, o diâmetro. Novamente, Ac1, Vc1,
e Mc1 representam, respectivamente, a
área, volume e módulo da região 1. O tipo de massalote a ser usado é o aberto
de topo, em virtude da facilidade da confecção e do desprendimento dos gases.
Figura 1- Calculo dos módulos
 |
Fonte: Própria
|
Definindo-se agora a altura do massalote, segundo ALMEIDA, Fundição: Mercado e
Processos Metalúrgicos, utiliza-se a seguinte fórmula, onde Vm é o volume do massalote; k’’, uma constante que
depende da situação em que irá ocorrer a fundição, pra casos gerais adota-se 6 r, o coeficiente de contração
volumétrica, que no caso do aluminio é 6,5; e Vp, o volume da peça
a ser fundida.Os cálculos mostram o volume a altura do massalote, H. Logo em seguida tem-se uma imagem 2d do massalote com as medidas no molde.
Vm= k''.r.Vp (Eq.1)
Figura 2: Calculo do volume a da altura do massalote
 |
Fonte: Própria
|
Figura 4- Medidas do massalote
 |
| Fonte:Própria |
É
importante ressaltar que mesmo encontrando 21,8 milímetros de altura para o
massalote, por motivos de segurança resolveu-se adotar um valor de 23
milímetros.
Bibliography:
ALMEIDA, Gloria de. Fundição: Mercado, Processos e Metalurgia. 2000. Disponível em: <http://www.metalmat.ufrj.br/wp-content/uploads/2012/05/Fundi%C3%A7%C3%A3o-mercado-processos-e-metalurgia.pdf>. Acesso em: 16 NOV 2017.